Five axis gantry 2232
1、 Product introduction:
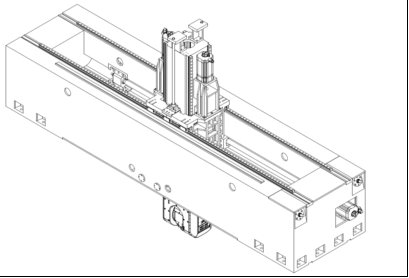
The basic structure of GMC2232bu is a bridge-type (elevated) gantry machine tool with a fixed workbench and a crossbeam moving forward and backward. The milling head slide plate of the machine tool moves leftwards and rightwards along the crossbeam guide rail, the milling head ram moves vertically along the slide plate guide rail, the A axis of the five-axis milling head swings and the C axis rotates, and the five-axis five-axis linkage can be realized under the control of the HydTNC640 five-axis numerical control system.
The five-axis bridge high-speed gantry machining center is mainly characterized by the bridge type moving beam machine tool structure, good rigidity, strong shock absorption, large machining range, good stability and good dynamic characteristics. X. High speed ball screw drive is adopted for both Y and Z axes, and double screw drive is adopted for both X and Z axes. Synchronous control is realized by adopting double shaft simultaneous motion technology, which can greatly increase the acceleration torque of straight axis and improve the dynamic response characteristics. Five-axis milling head A and C-axis are directly driven by high torque torque motor, with high rotation speed, no wear and good accuracy retention.
GMC2232bu has domestic leading technical indicators and configuration, mature product structure and process, and stable product quality. It is applicable to various machining fields such as automobile mould, aerospace, printing, packaging, textile and military industry.
2、 Main structural features and characteristics of the machine tool:
1. The machine tool consists of worktable, bridge, cross beam, slide plate, ram, lubrication system, cooling system, pneumatic system, etc. The bridge and worktable are designed with box structure and supported by careful rib. Bridge and workbench shall be made of high quality cast iron and shall be aging treated to eliminate stress, with good rigidity, stable precision and durability. The cross beam is designed with steel plate welding structure, with high structural rigidity as a whole, and the structural members are tempered twice, with high accuracy and stability.
2. The workbench is fixed and has good bearing performance, and the machining characteristics of the machine tool are not affected by the workpiece quality. The X-axis movement is realized by the gantry beam movement. The beam moves along the two parallel heavy roller (RGW55) linear guides on the left and right columns, and the X-axis movement stroke can reach 2200mm. The shaft is driven by the high speed ball screw (FDC63) of the left and right columns, which is directly driven by the servo motor to realize the high speed longitudinal movement of the gantry frame. Double-axis simultaneous motion technology is adopted for left and right drive motors to realize synchronous control, and matched absolute grating ruler is adopted to strictly control their synchronization and accuracy. X axis adopts heavy load rolling linear guide rail pair, with fast response speed and strong bearing capacity.
3. The Y-axis crossbeam adopts four heavy duty roller type (RGW45) linear guide rail pairs designed with "box in box" steel plate welding structure, with high rigidity and stable body, making high-speed cutting more stable and perfect. Y axis travel up to 3200mm. The Y-axis drive is directly driven by the high-speed ball screw (FDC63) to realize the lateral movement of the slide plate. Matched with absolute grating ruler to form a full closed-loop control mode, with high positioning accuracy and repeated positioning accuracy.
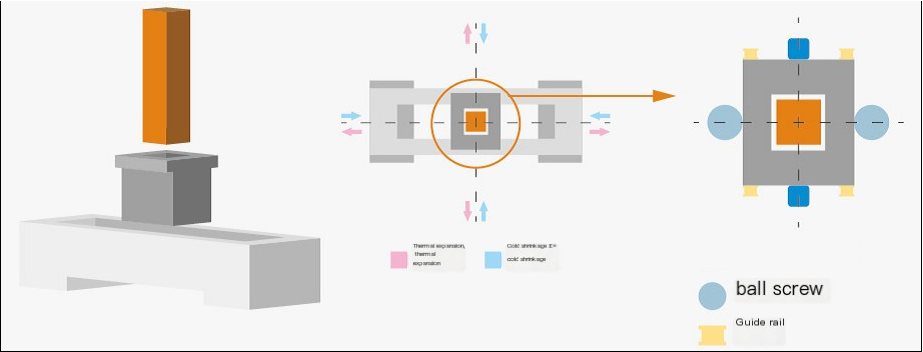
Patented technology: in the "box in box" structure of double nesting thermal symmetry machine tool structure, the ram is placed in the center of the sliding plate box, and the sliding plate is placed in the center of the cross
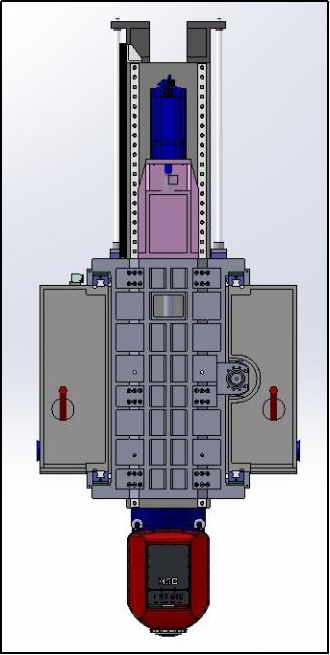
beam box. Both are thermal symmetry structure design, which can minimize the displacement of the main shaft center due to the change of ambient temperature, and reduce the displacement error of the main shaft center due to the change of ambient temperature.
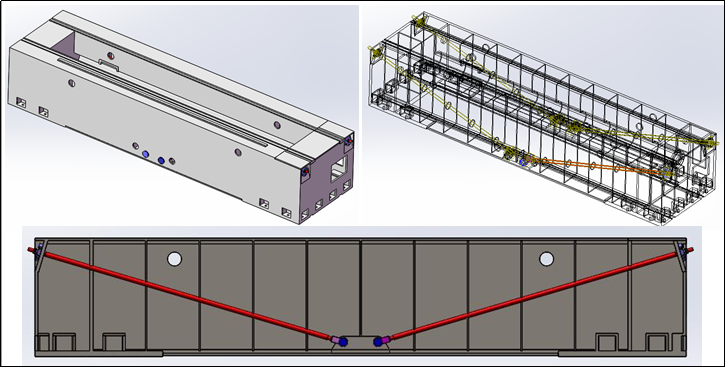
Patented technology: the large-span high-rigid gantry welding beam with cable fine adjustment mechanism effectively solves the problem that the long-term accuracy of the large-span beam is not high and cannot be adjusted.
4. Z axis adopts square ram structure, symmetrically arrange four heavy duty (RGW45) linear roller guide rails, and 12 slider design structure, which ensures high processing rigidity and stability. Hydraulic balance cylinders are arranged at both sides of the middle of the ram to improve the dynamic response speed and acceleration. The Z-axis drive is directly driven by two high-speed ball screws (FDC63), and the left and right drive motors are synchronously controlled by the double-axis simultaneous motion technology to realize the vertical movement of the ram along the slider. The absolute grating ruler is adopted to form a full closed loop control mode, so that it has a high positioning and repeated positioning accuracy.
5. The hollow cooling temperature control and high rigid assembly structure of ball screw are adopted for X, Y and Z axes to ensure the positioning and repeated positioning accuracy of the machine tool for long-term operation.
Patented technology: "hollow lead screw" and "nut circulation oil cooling" technologies are used to effectively control the impact of temperature rise on the accuracy of the machine tool.
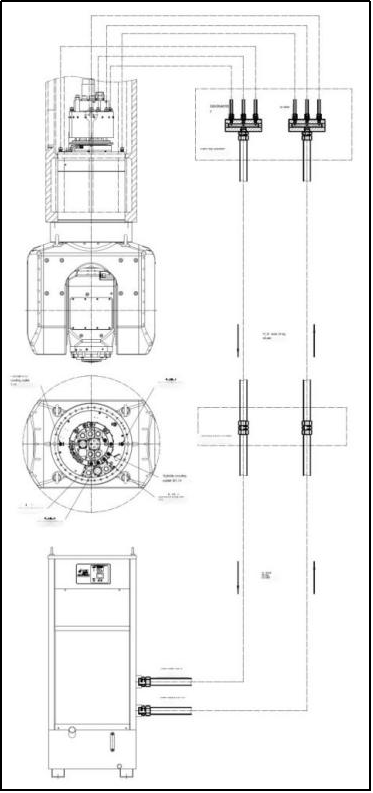
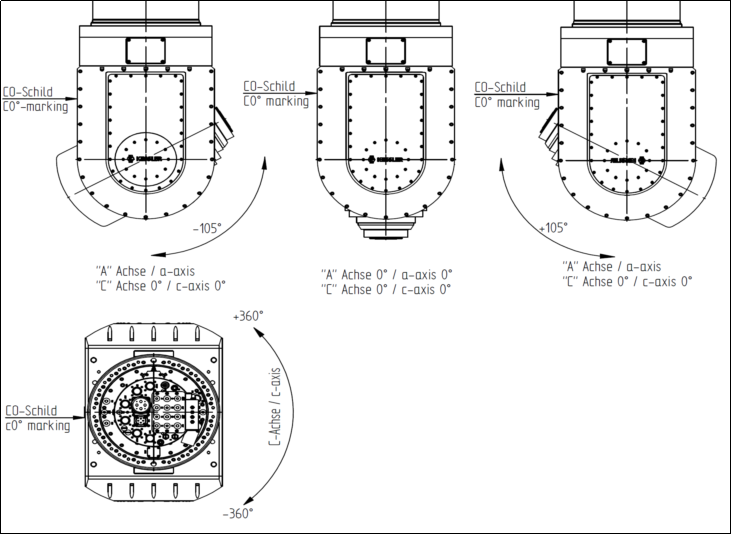
6. Kessler double-arm fork type five-axis milling head, Germany
()HSK-A63-56kW - 18000rpm)
Features of milling head
- Torque motor direct drive, permanent accuracy!
- Encoder direct measurement, absolute accuracy!
- A/CShaft speedRpm
- Maximum torque of shaft A: 1200Nm
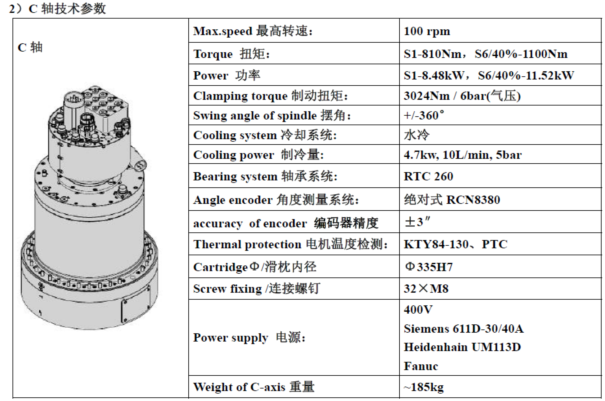
- Max. torque of C-axis: 1100Nm
- Brake torque of axle A: 2160Nm
- Brake torque of C-axis: 3024Nm
- A/CShaft cooling:Isothermal water cooling



- Main external dimensions of milling head
Stroke range (II) 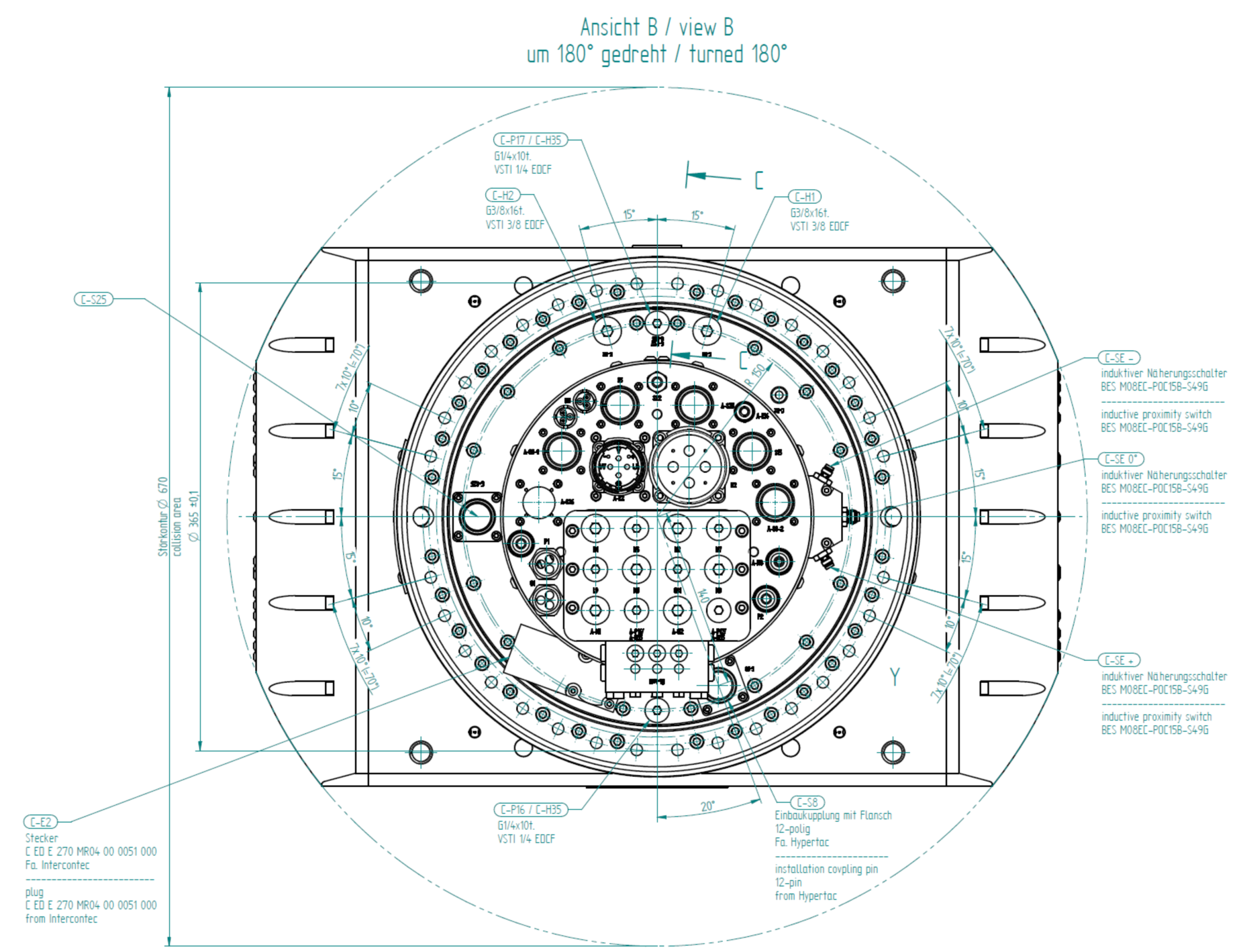
- Main external dimensions and stroke range of milling head (III)
- Main parameters of milling head
Datasheet of Kessler double-arm fork type milling head 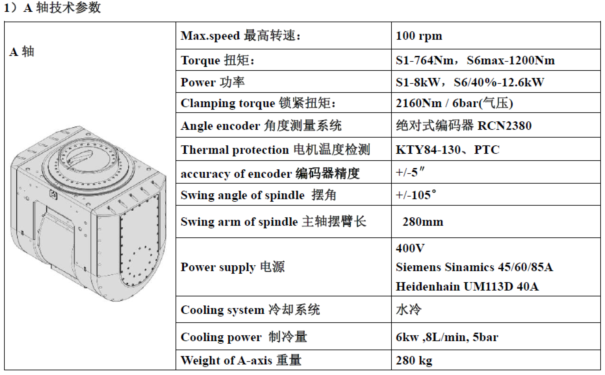
- racteristic curve and technical data of direct-drive electric spindle (HSK A63)
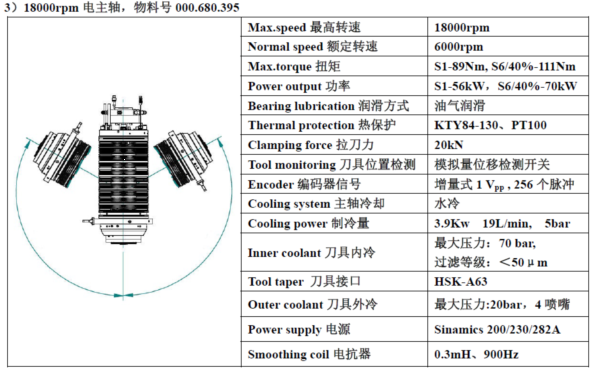

-
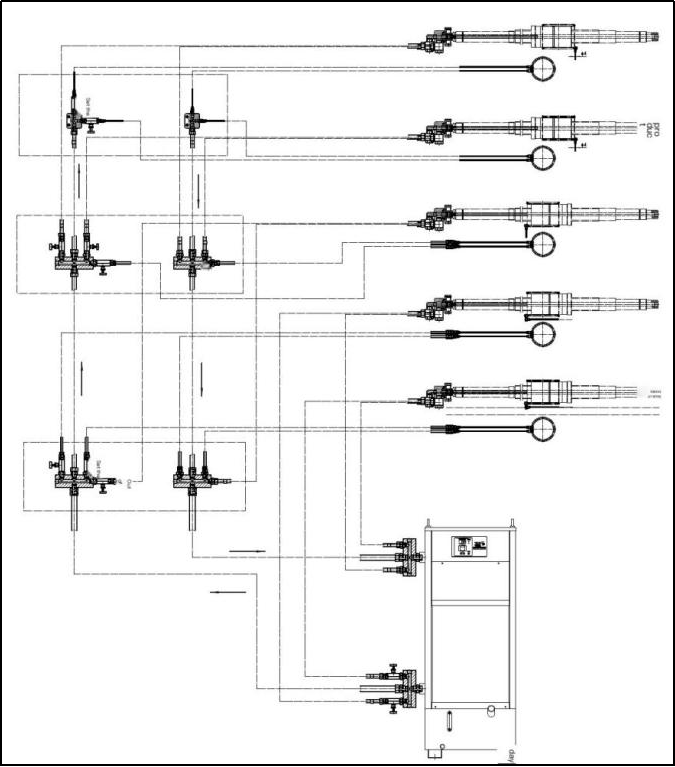
7. All moving parts of the equipment are provided with perfect centralized grease lubrication system, which can realize timing and quantitative full-automatic lubrication, and can perform detection and alarm.
8. The equipment shall be equipped with automatic cooling device and cooling liquid recycling device. The cooling system is arranged for the external cooling of the workpiece. The cooling system consists of water tank, pump motor, filter, pipeline, valve and relevant hardware necessary for providing external cooling to the main shaft head. Standard cleaning water gun.
9. Pneumatic: the compressed air of the machine tool is mainly used for cleaning and blowing the tool shank. Pneumatic devices shall comply with relevant pneumatic standards such as GB/T6576. Standard cleaning air gun.
10. The whole machine adopts full protection, and the left and right column guide rails and beam guide rails adopt the organ type telescopic protective cover.
11. Chip remover: A transverse chain plate chip remover is arranged at the front of the machine tool workbench to collect scrap iron into the chip collecting car.
12. Other Configuration Instructions
Lighting lamps shall be provided in the working area to adapt to night work.
The machine tool is equipped with a three-color lamp to prompt program operation, completion of the working cycle and fault alarm.
13. Operating conditions of machine tool:
a. Temperature:
Working environment temperature: 17 ℃ - 25 ℃, ideal temperature difference: ± 2 ℃
If the requirements for the machined part are not high, the ambient temperature range can be extended to 10 ° - 40 ° C
b. Moisture content
Continuous: below 75% (no condensation) Short time: below 95% (no condensation)
c. Installation site conditions
Free from external vibration and electrical interference.
Avoid direct sunlight on the machine tool.
Avoid direct contact with external air, gas and cold and hot air for temperature regulation.
Avoid heat sources such as heating near the machine tool.
Dust concentration in the air shall not be more than 10mg/m3, and shall not contain acid, salt and other corrosive gases.
Avoid water leakage and immersion.
d. Power supply: 3-phase 380V ± 10%; Hz ± 1Hz3、 Main specifications and technical parameters of machine tool:
-
Specification/Model
unit
5AXIS2232
Scope of processing
X-axis stroke
Mm
2200
Travel Y-axis
Mm
3200
Z-axis stroke
Mm
1250
Rotation range of axis A
°
± 105
Rotation range of C-axis
°
± 240
Distance from end face of main shaft in vertical direction to worktable
Mm
250-1500
Distance from horizontal centerline of main shaft to worktable
Mm
530-1780
Spacing between two columns
Mm
4000
Specification of worktable
Table dimensions (X direction)
Mm
2200
Table dimensions (Y direction)
Mm
3200
Specification of T-shaped groove (width/spacing/number)
28/240/13
Maximum load of worktable
Kg/m2
5000
Specification of main shaft
Maximum rotating speed of main shaft
Rpm (rpm)
18000
Inner hole taper of main shaft
HSK-A63
Spindle power (S1/S6)
Kw
56/70
Output torque of main shaft (S1/S6)
Nm (Nm)
89/111
feed system
Fast moving speed of X/Y/Z axis
Mm/min
15000
X/Y/Z axis cutting speed
Mm/min
12000
A/C轴最大摇摆/旋转速度
Rpm (rpm)
100
A/C轴刹车扭矩
Nm (Nm)
60/3024
A/C轴最大扭矩
Nm (Nm)
1200/1100
X/Y/Z axis drive mode
High speed ball screw
Z-axis balance mode
Hydraulic balance
accuracy
Positioning accuracy X/Y/Z
Mm
0.015/0.020/0.012
Repeated positioning accuracy X/Y/Z
Mm
0.010/0.015/0.010
A/C轴定位精度
Arcsec (arcsec)
6/± 6
A/C轴重复定位精度
Arcsec (arcsec)
4/± 4
Numerical control system
Model No
HEIDENHAINTNC640
Total number of control shafts
Axes:
5
simultaneously controlled axes
Axes:
5
Drive shaft and number of shafts
Axes:
X2, Y1, Z2, C1, A1, S1
Auxiliary functions
Power supply requirements
KVA, 3-phase, 380V ± 10%, 50Hz
Air source requirements
0.5-0.7Mpa
Area and weight of machine tool
Floor length of machine tool (X axis direction)
Mm
5960
Floor width of machine tool (Y-axis direction)
Mm
6500
Floor height of machine tool
Mm
6800
Weight of machine tool
Kg
62000









